
Engine Builds
& Internals
From a fresh rotating assembly to a fully blueprinted race motor — every clearance measured, every tolerance verified. This is what separates an engine rebuild from an engine build.
Assembly Is Easy.
Blueprinting Is the Difference.
Any shop can bolt parts together. What separates a performance engine rebuild from a purpose-built race engine is blueprinting — the process of measuring and correcting every dimension in the engine to hit specific targets, rather than trusting factory tolerances that stack against you at high RPM and cylinder pressure.
At Iron Ridge, we build to spec. Bearing clearances are measured with a 0.0001" dial bore gauge, not assumed. Piston-to-wall clearances are set by alloy and application. Squish is targeted between 0.035" and 0.045" — tight enough for efficient combustion, loose enough that a rod stretching at 8,000 RPM won't drive your piston into the head. Every engine we build gets dyno verified before it goes in the car.
Whether you need a street-friendly engine rebuild near you or a fully caged track motor with forged internals and dry-sump oiling, the process starts the same way: we talk through your power goals, your fuel, your RPM ceiling, and your budget — and we build the motor that makes sense for that combination.
Choose Your Level
Not every engine rebuild is the same ask. We scope the build to the application — street car that needs to last, weekend track car that needs to make power, or full competition motor built to survive the abuse.
A proper rebuild done right — not just honed cylinders and new rings. We measure every clearance, check squish, deck the block, and reuse or upgrade components based on condition. Result: an engine that runs cleaner, seals better, and lasts longer than when it left the factory.

This is where the blueprinting discipline matters most. Forged pistons selected by alloy (4032 for boost, 2618 for detonation tolerance), clearances set looser for crank flex at 7,000–9,000 RPM, and head sealing upgraded to match cylinder pressure. Built for the track without destroying the street.
Every variable optimized for peak power and survival under sustained race conditions. Dry-sump oiling, O-ring or fire-ring head sealing, custom cam profiles, titanium valvetrain components where applicable. This motor is blueprinted to 0.0001" and dyno-tuned before the first lap.
Bare Block
to Dyno
Five stages. Every quality check documented. No step skipped because it's "probably fine." An engine coming off our assembly sees 10–15% more power from optimization alone before the first lap is ever turned.
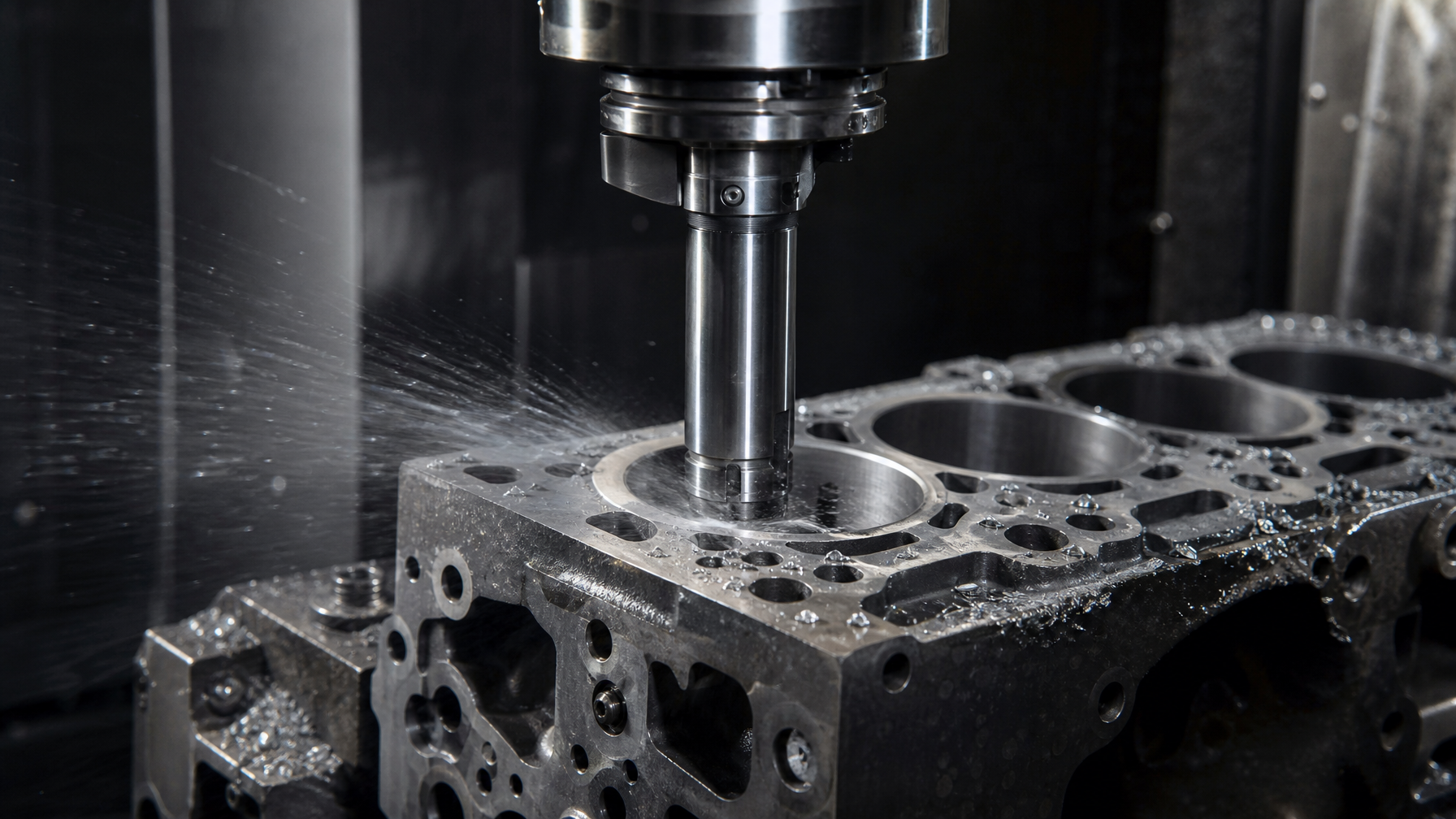
The block is the foundation — everything stacked on top of it is only as good as this stage. We deburr the interior casting, chase every threaded hole with a bottoming tap, then align-hone the main bearing tunnel to ensure a perfectly straight crankshaft centerline. The deck gets machined flat and parallel to the crank centerline, with surface finish (Ra) measured by profilometer — modern MLS gaskets require 50 Ra or finer; too rough and they leak, too smooth and composite gaskets won't grip. Cylinders are bored and honed with a torque plate simulating the distortion that occurs once the head is torqued down. The block is then jet-washed until the oil galleries run clean.
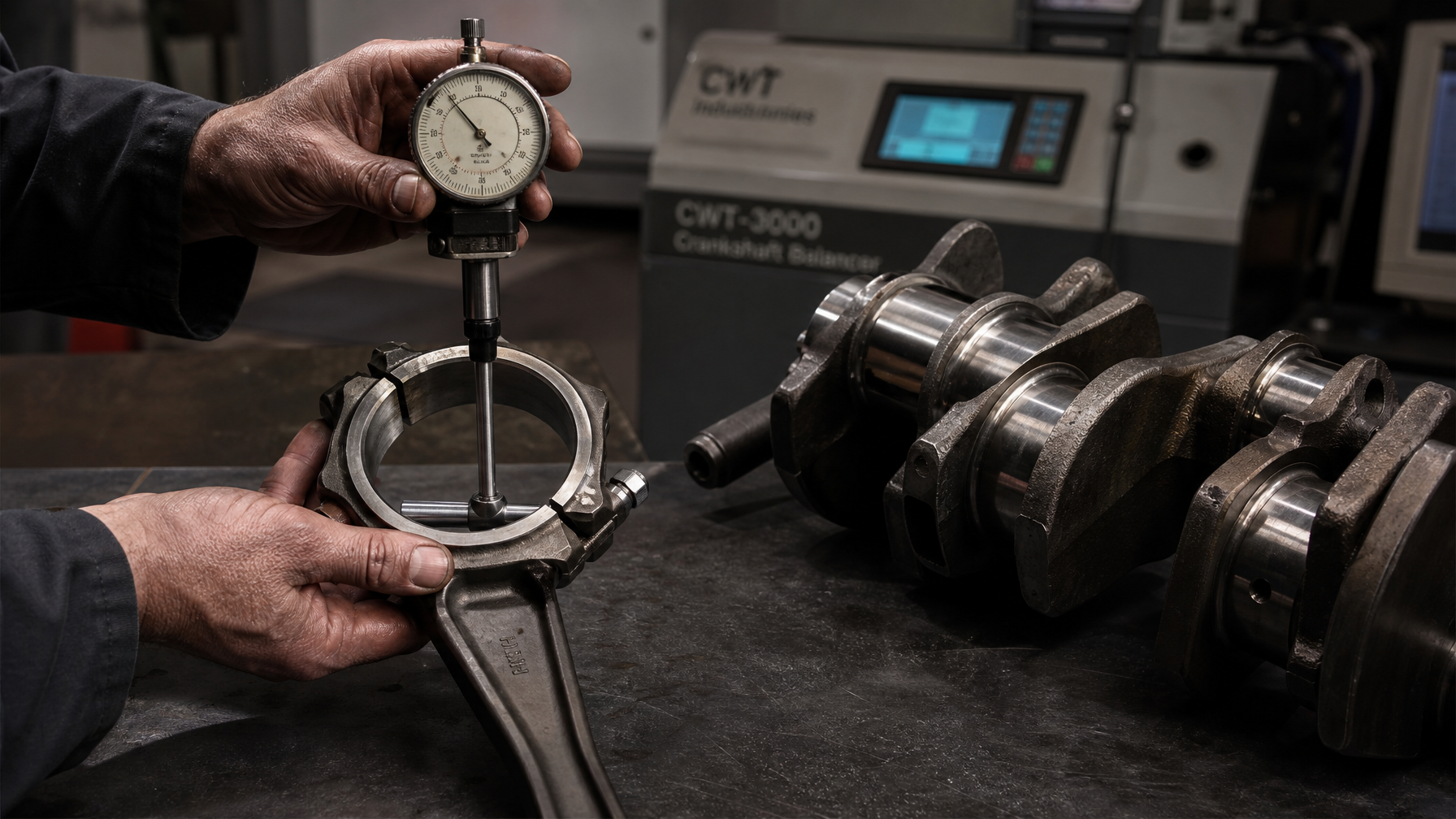
Tolerance stacking is the enemy of a precision build. When the block, bearing shell, and crank journal all fall on the tight end of factory tolerance simultaneously, your clearance is dangerously wrong — and you'd never know from a visual inspection. We measure every main and rod journal with an outside micrometer accurate to 0.0001". Bearing clearances are dial-bore-gauged and set to 0.001" per inch of journal diameter, plus an additional 0.0005" for performance applications to accommodate crank flex and heat at high RPM. If a clearance is off, we selectively source half-shells by size code to dial in the exact thousandth. Every piston and rod is weighed for equal mass across all cylinders, and the full rotating assembly — crank, damper, flywheel — is spun on an electronic balancing machine to remove heavy spots.

We CC the combustion chambers with a burette and a clear plate — measuring the exact fluid volume in each chamber so we can calculate the true static compression ratio, not the number printed on a spec sheet. Squish (quench) clearance is checked by temporarily assembling the head: we target 0.035"–0.045" to force the air-fuel charge toward the plug and suppress detonation. Below 0.030" and rod stretch at RPM drives the piston into the deck; above 0.060" and combustion efficiency collapses. Piston-to-valve clearance is also measured with clay, particularly on camshafts with aggressive lift. For boosted builds requiring cylinder pressures over 1,500 psi, we machine circular grooves into the block and head for stainless steel O-rings or copper fire-rings, and spec ARP 2000 or ARP Custom Age 625+ head studs.

Everything gets cleaned a final time before anything goes in the block. Assembly lube is applied to all bearing surfaces to prevent dry-start damage on first fire. Pistons and rods are installed facing the correct direction — oil spray holes oriented properly toward the thrust side of the bore. Rod bolts are torque-verified in sequence; these are the highest-stressed fasteners in the engine and a seating face problem here means a spun rod bearing at best or a connecting rod through the block at worst. Head bolts are torqued in a multi-pass sequence to ensure accurate and even clamping load across the head surface.
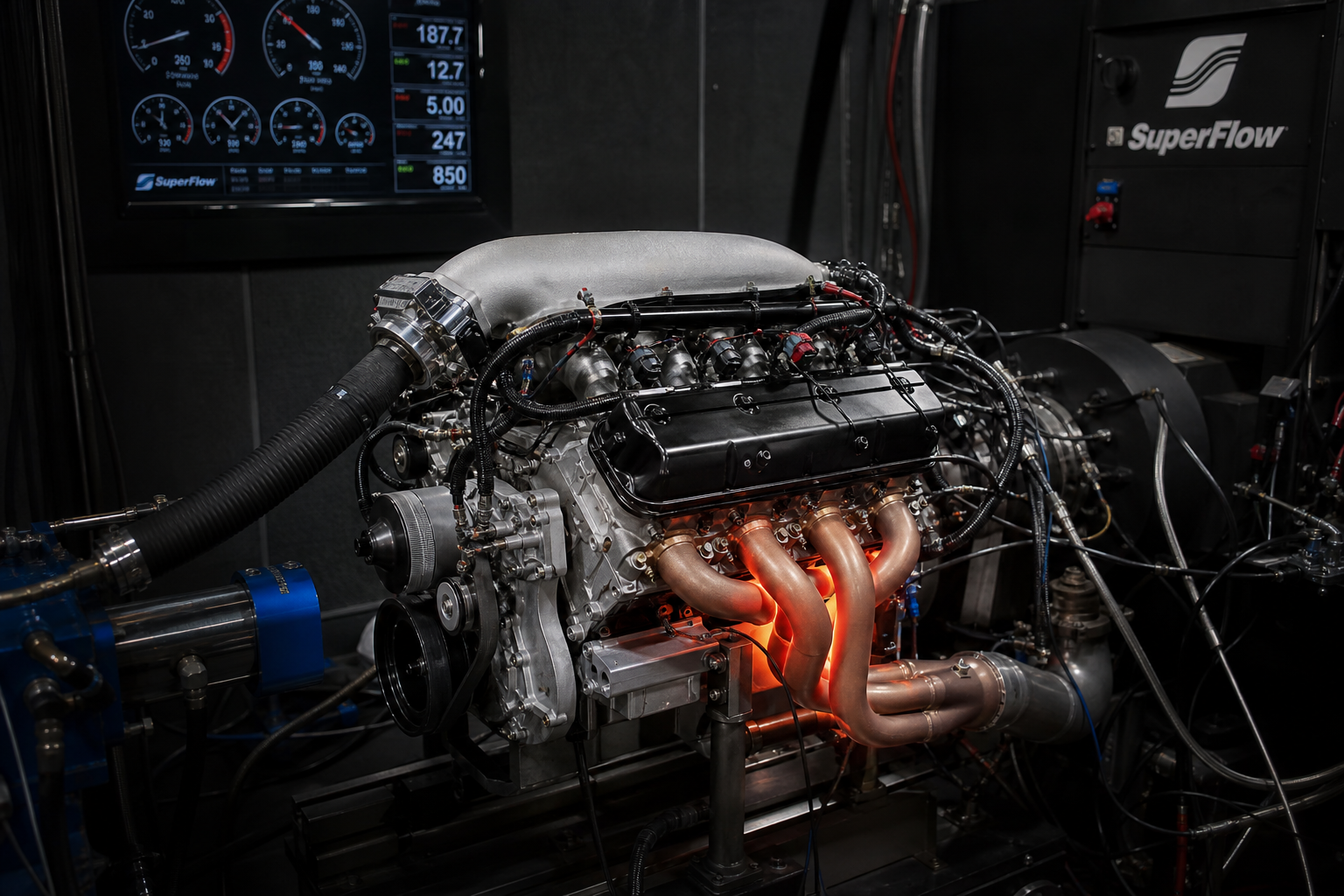
Dropping a fresh engine in a car without a proper dyno session is a common, expensive mistake. During initial startup, excessive cranking without fire will wash the oil film off freshly-honed cylinder walls with raw fuel — stripping lubrication and preventing ring seating permanently. We prime the oiling system before first crank, monitor oil pressure from the first second, and allow a proper break-in sequence. On the dyno, the tuner finds the Knock Limited Spark Advance (KLSA) for the fuel and compression combination, dials the air-fuel ratio under load, and confirms the engine isn't knocking under boost or at peak pull. A well-optimized engine on our dyno routinely picks up 10–15% power over the same build with factory map settings.

Engines We Know Cold
Every platform has a known power ceiling on stock internals, a known first-failure point, and a known upgrade path. We build from that knowledge — not from guessing.
The benchmark for custom engine builds. Robust iron or aluminum block, enormous aftermarket support, and a bore/stroke matrix that makes displacement and compression ratio tuning straightforward. The LS3/LS7 can accept an aggressive cam on stock internals; forged pistons unlock 1,000+ RWHP potential with the right head work and forced induction.
The Gen 3 Coyote's twin-scroll direct injection architecture is excellent from the factory but creates carbon buildup challenges on port-injected configurations. The bottom end is surprisingly robust — the crank and main journals handle significant boost on stock components. Head studs and forged pistons are the first upgrades at the 600+ RWHP threshold.
The K-series is one of the most buildable import platforms in existence. The "Frankenstein" K24 block with K20 head combination takes the K24's displacement and torque advantage and pairs it with the K20's superior high-RPM head flow — a purpose-engineered platform that responds exceptionally to cam upgrades, port work, and forced induction.
The 2JZ-GTE's cast iron block is legendarily overbuilt. The bottom end will hold significant boost on factory components — the head gasket and stock pistons become the limiting factors well before the block fails. The inline-six configuration makes for smooth power delivery at high RPM and minimal torsional harmonics, which benefits a high-revving race build.
The RB26 iron block is robust, but the factory twin-turbo system is undersized for power goals above 500 RWHP. The SR20 is a shorter-stroke, high-revving four-cylinder that responds well to cam work and forced induction but is more sensitive to detonation than the larger platforms — getting the compression ratio and intercooling right is critical.
The EJ's boxer configuration creates unique oiling challenges and the factory head gaskets are the platform's most notorious weakness — particularly on the EJ257. The FA-series improves on this significantly with a stronger block and better head bolt pattern. Either way, a proper engine rebuild on a Subaru means O-ring sealing, head studs, and forged pistons before serious boost targets.
What Goes In
& Why It Matters
Component selection isn't about buying the most expensive parts — it's about matching the alloy, geometry, and specification to the application. Here's what we actually think about when we spec an engine build.
Cast and hypereutectic pistons work well for street builds — they run tight bore clearances, are quiet at cold start, and last well under normal loads. But they're brittle under detonation. For boost applications, we move to forged aluminum: 4032 alloy expands less and allows tighter clearances on a street/track car, while 2618 alloy is more ductile and absorbs the jackhammer impact of detonation and extreme boost — the right choice for full race applications. Forged race pistons are also machined to cut reciprocating weight by 20–24% over stock, which exponentially reduces rod stress at high RPM.
At high RPM, the connecting rod experiences violent tension cycles at Top Dead Center that will physically stretch a weak rod — driving the piston into the cylinder head. 4340 forged steel H-beam or I-beam rods are the baseline for performance builds; titanium rods reduce reciprocating mass further for extreme RPM applications. Rod length matters too: longer rods increase the rod-to-stroke ratio, reducing cylinder wall loading and increasing piston dwell at TDC. For 8,000+ RPM builds, we target rod ratios above 1.65–1.75:1 for better breathing and combustion pressure at peak.
Stock cast crankshafts handle moderate street power. For track and competition, forged or billet steel cranks are specified by application — forged for strength-to-weight, billet for custom stroke applications. The entire rotating assembly — crank, harmonic damper, flywheel and clutch assembly — is spun on an electronic balancing machine after final spec is confirmed. Microscopic heavy spots are drilled away. An unbalanced assembly at 8,000 RPM creates destructive harmonics that fatigue fasteners, spins bearings, and damages the block over time.
Cylinder head work is where a good engine build gains real power ceiling. Porting and polishing improves airflow velocity and volume through the ports — a well-flowed head on a performance engine rebuild can improve output by 15–30% before any other change. Combustion chamber design affects detonation resistance and burn efficiency. For high-RPM builds, valve spring pressure, retainer selection, and guide clearances are all checked — a collapsed spring at 9,000 RPM results in a valve meeting a piston, and that conversation goes only one way.
Camshaft selection is one of the most application-sensitive decisions in an engine build. Street cams run 210°–230° duration at 0.050" lift — smooth idle, high vacuum, strong low-RPM output. Track cams push beyond 260°–280° duration with aggressive lift and tight lobe separation for high-RPM scavenging and peak power. The tradeoff is real: a racing camshaft on a street car produces a rough idle, low manifold vacuum (hurting brakes and HVAC), and a power band that doesn't come alive until well above where street driving lives. We match the cam to the build application, not to a horsepower number on a box.
A wet-sump oil pan works for street driving. Under sustained track G-forces — launching, braking, hard cornering — oil sloshes away from the pickup tube, starving bearings in milliseconds. For track builds, we minimum spec a baffled sump or accusump accumulator. For full race applications, dry-sump lubrication is the correct answer: a dedicated scavenge pump maintains constant positive pressure regardless of G-load, and the remote reservoir eliminates oil windage around the rotating assembly, recovering measurable horsepower at high RPM.
Failure Modes
& What Causes Them
Most engine failures aren't bad luck — they're predictable events that happen when the build isn't matched to the application. Here's what breaks, when it breaks, and what the fix looks like before it happens to your motor.
Oil fails to reach the bearing surface — either because clearance was set too tight and the oil film breaks under load, or because G-forces pulled oil away from the pickup in a wet-sump system. The bearing shell spins in its housing, destroying the journal and typically the connecting rod, and if uncaught, takes out the block. This is the most common catastrophic failure on track-day builds that were built for the street.
The land between piston ring grooves fractures under the jackhammer impact of detonation — particularly on cast or hypereutectic aluminum pistons running boost. Detonation is uncontrolled ignition of the charge that creates a pressure spike the piston is not designed to absorb. A cracked ring land causes blow-by, loss of compression, and oil consumption — if the fragment circulates through the oiling system, secondary damage follows quickly.
Dynamic cylinder pressure on a boosted engine can exceed 1,500–2,000 psi. Standard MLS head gaskets and factory head bolts — which stretch under load and lose clamping force — cannot hold these pressures reliably. The gasket lifts, combustion gases enter the coolant, and the engine overheats. On Subaru EJ platforms, this is a known failure mode even at moderate boost levels; on 2JZ builds at high power, it's the first upgrade required.
A camshaft with significant lift and long duration keeps valves open further into the compression stroke. If the piston crown doesn't have adequate relief machined for the valve path, contact occurs at high RPM during the overlap phase. The result is immediate and catastrophic — bent valves, damaged piston, and often a broken valve seat or head damage. This is a build design failure, not a parts failure.
On initial startup after a rebuild, raw fuel entering the cylinder before ignition washes the oil film off freshly-honed cylinder walls. Rings contact bare metal instead of an oil film during first compression events — they scuff, the cross-hatch is destroyed, and the rings will never seat properly. The engine uses oil forever. This is a pure process failure that happens when a builder cranks an engine repeatedly trying to get it to start without priming the oiling system first.
At extreme RPM, the inertia load at Top Dead Center exceeds the tensile strength of the connecting rod — it stretches, then fails. The piston drives into the head, or the rod exits through the block. On boosted applications using factory powdered-metal rods (common on early LS and Honda platforms), the failure threshold is much lower than the rest of the engine suggests. Recognizing this mismatch before building the boost is the difference between a planned upgrade and a destroyed engine.
We Build It Like
It's Our Motor
Houston has plenty of shops that can install parts. Fewer that measure clearances to 0.0001" and document every stage before assembly. Here's what makes the difference on an engine that actually holds together under power.
We don't assume factory tolerances are in spec. Every clearance is measured with instruments calibrated to 0.0001". If a bearing, crank journal, or bore doesn't meet the target for the application, it gets corrected — not installed and hoped for.
A 2618 forged piston in a street car is the wrong call — it runs loose clearances and makes cold-start noise for years. A cast piston in a boosted track car is a failure waiting to happen. We spec every component to the specific combination of fuel, boost, RPM ceiling, and use case.
We don't hand you a built engine and tell you to tune it later. Every motor we build gets a dyno session: Knock Limited Spark Advance mapped, air-fuel ratio verified under load, break-in ring seal confirmed. Skipping this step is a dangerous false economy — a lean pull at the wrong moment ends an engine build before it starts.
We know that LS1 rods are powder metal and break before the block does. We know the EJ head gasket is the first failure point on a Subaru. We know the K-series crank collar issue on boosted builds. This isn't generic engine theory — it's platform experience that prevents predictable failures from happening on your build.
We tell you what your power target actually requires before we write a quote. If you want 700 RWHP on a platform whose connecting rods fail at 450, that conversation happens in the consultation — not after the engine is apart and we're adding line items to the invoice.
Engine rebuild cost varies enormously by platform, tier, and component selection. We give you an itemized breakdown — machining, rotating assembly, head work, assembly, dyno — so you understand what you're paying for and why. No flat-rate mystery quotes that balloon mid-build.
Engine Build Glossary
When you're talking to your builder, you should understand what they're talking about. These are the terms that actually matter in a performance engine build conversation.
The process of measuring and correcting every engine dimension to specific target values rather than assuming factory tolerances are correct. A blueprinted engine is built to a spec — not just assembled. This is the fundamental difference between a custom engine build and an engine rebuild done at a general shop.
The distance between the flat part of the piston crown and the cylinder head at Top Dead Center. Targeted between 0.035"–0.045" in a blueprinted engine — tight enough to force the air-fuel charge toward the spark plug for efficient combustion, but loose enough that rod stretch at high RPM doesn't cause piston-to-head contact.
The gap between the crankshaft journal and the bearing shell surface. This gap is filled with a pressurized oil film that prevents metal-to-metal contact. Street builds run 0.0010"–0.0020" clearance; performance builds add 0.0005" to accommodate crank flex and thermal expansion at high RPM. Too tight starves the bearing; too loose drops oil pressure.
When multiple components — each within its own acceptable factory tolerance range — combine to produce a final clearance that is outside the acceptable range for the application. A block, bearing shell, and crank journal can all pass individual inspection but stack to produce a clearance that would fail under load. Blueprinting defeats tolerance stacking by measuring the assembly, not the individual parts.
The ratio of connecting rod length to crank stroke. A higher rod ratio (longer rod relative to stroke) reduces the angle at which the rod pushes on the cylinder wall, decreasing side-loading wear. It also increases piston dwell time at TDC, which improves cylinder filling at high RPM. Performance builds targeting 8,000+ RPM aim for rod ratios above 1.65–1.75:1.
The ignition timing setting at which the engine begins to knock (detonate) under a given fuel and load condition. The tuner advances timing until knock is detected, then retards to a safe margin below that threshold. Maximizing KLSA for the fuel combination extracts maximum power without destroying pistons and bearings through detonation events.
Two common forged aluminum alloys used in performance pistons. 4032 has lower thermal expansion — it can run tighter bore clearances, meaning less cold-start noise and better behavior as a street piston. 2618 is more ductile and absorbs detonation and extreme boost pressure better — the right choice for dedicated race or heavy-boost applications where detonation events are a higher risk.
An extreme head sealing method used on high-boost builds where dynamic cylinder pressure exceeds what a standard MLS gasket can hold. A circular groove is machined into the block and/or head, and a stainless steel or copper ring is installed that physically bites into the gasket surface under clamping load, creating a mechanical seal that maintains integrity above 1,500+ psi cylinder pressure.
Engine Build FAQ
Questions we hear from every customer before their first build. Real answers, no filler.
Ready to Build a Motor
That Actually Holds Together?
Tell us your platform, your power target, and your fuel. We'll scope the build that makes sense for that combination.
Tell Us About
Your Engine Project
The more detail you give us upfront, the more useful our first conversation will be. We review every submission and reach back out within one business day.
We review every submission and respond within one business day. No spam, no pressure — just a real conversation about your build.

IRON RIDGE MOTORSPORTS